Acoustic Emission Testing: A COMPLETE Guide
Acoustic emission testing (AET) is a passive non-destructive testing (NDT) technique that detects flaws in objects by monitoring the pattern of ultrasonic stress waves within structures and materials through an attached set of AE sensors. These AE sensors will convert the stress waves into electrical signals and relay those signals to an external equipment/device for processing.
Acoustic emission testing, or acoustic emission monitoring, uses sound waves to detect and locate defects in structures and materials. It is often used in the manufacturing and construction industries to detect cracks, flaws, corrosion, and other defects.
Acoustic Emission Testing is also called Acoustic Emission (AE), Acoustic Testing (AT), Acoustic NDT, or AE Testing.
In this guide, we will use these terms interchangeably.

Acoustic emission testing is widely regarded as one of the most prevalent and beneficial techniques for non-destructive testing. This method allows inspectors to gather valuable data on materials without causing any harm to them.
One of the primary advantages of acoustic emission testing is that it enables inspectors to examine the complete load history of a material without causing any damage. This means that the material can be thoroughly analyzed and assessed without compromising its integrity.
In the past, acoustic emission testing was predominantly used in the inspection and maintenance of expensive structures, mainly due to its associated high costs. However, recent advancements have significantly reduced the expenses related to AE equipment, making it more affordable and accessible for various inspection applications.
Here is a menu to help you navigate this guide:
What Is Acoustic Emission Testing and How Does It Work?
Acoustic emission testing is a process that uses acoustic waves to detect and locate cracks, flaws, corrosion, and other defects or damage in structures and materials. From metals to concrete to composites, it can be used on a wide range of materials. It is often used in the construction, bridges, automotive, and aerospace industries.
In an acoustic emission test, when a piece of equipment encounters an external stimulus, such as a change in pressure, load, or temperature, it triggers the release of energy in the form of acoustic waves resulting from the sudden redistribution of stress within the material. These acoustic waves then propagate through the material and reach the surface, where they are detected and recorded by AE sensors.
Acoustic emission testing typically utilizes ultrasound within the frequency range of 20 KiloHertz (KHz) to 1 MegaHertz (MHz). (One KiloHertz is equivalent to one thousand cycles per second, while one MegaHertz equals one million cycles per second).
Here are some definitions of terms that will be used in this article:
-
Ultrasonic. The terms ultrasonic and ultrasound refer to sound waves with high frequencies that cannot be heard by the human ear.
-
Acoustic emission. The term acoustic emission refers to the generation of transient elastic waves during the rapid release of localized stress energy within a material.
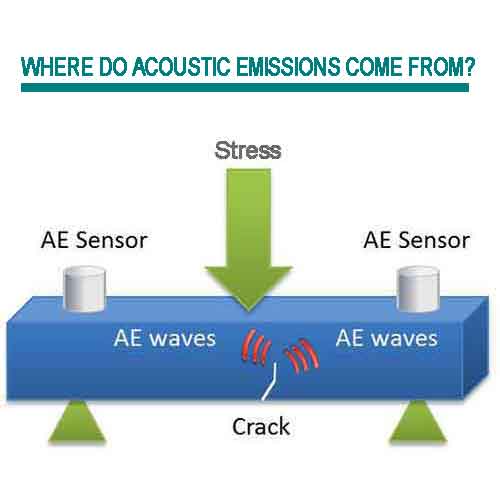
Where Do Acoustic Emissions Come From?
Acoustic emission happens when a material is under stress, either from holding a heavy load or experiencing extreme temperature changes.
Specifically, acoustic emission (AE) occurs during the mechanical loading of materials and structures, accompanied by consequential structural changes that give rise to localized sources of elastic waves. As a result, minuscule surface displacements occur in the material, brought about by the rapid release of accumulated elastic energy within or on its surface, in the form of elastic or stress waves.
Acoustic emission usually corresponds with some kind of defect or damage being done to the structure emitting them. The purpose of conducting an AE testing is to identify and evaluate any potential issues or abnormalities associated with these acoustic emissions. Inspectors depend on these acoustic emissions as indicative signs to locate and assess structural defects or damages present in the system.
Sources of acoustic emission can include:
-
Deformation and fracture development
-
Plastic deformation due to dislocation movement and yielding
-
Fiber breakage, matrix cracking and delamination
-
Break initiated from fragments of oxide, carbide and sulfide
-
Failure due to non-metallic inclusions lying between metal grains
-
Growing cracks in the metal surface: the best source of high amplitude acoustic emissions
-
Aggregate fracture, voids closure
-
Leaks, corrosion in pressure vessels and pipelines
-
Corrosion products forming on the crack surfaces
-
Cool down cracking
-
Melting
-
Phase transformation
-
Thermal stress
The History of Acoustic Emission Testing
Compared to magnetic particle testing or dye penetrant testing, acoustic emission testing is a relatively recent addition to the field of non-destructive testing (NDT).
Its first application can be traced back to the early 1980s when inspectors began using it to examine polymer matrix composites (PMCs).
The sensors employed in recording acoustic emissions utilize a piezoelectric material. Piezoelectricity refers to the generation of electrical charges due to the application of mechanical stress. To understand this concept, imagine the use of a crane to carefully position a slab of granite onto the top of a bus.
As the heavy granite exerts downward pressure on the bus, it creates stress and subsequently leads to the production of electrical charges. These charges demonstrate the phenomenon of piezoelectricity.
The discovery of piezoelectricity can be credited to Pierre Curie and Paul-Jacques Curie in 1880. However, its practical applications were not explored until the early 1920s, when Walter Cady experimented with using piezoelectricity to stabilize electronic oscillators.
Approximately sixty years later, researchers began investigating the use of piezoelectricity in detecting defects in polymer matrix composites. Presently, the sensors employed in acoustic emission testing are known as piezoelectric acoustic wave sensors. These sensors apply an oscillating electric field to generate a mechanical wave that propagates through a material and is subsequently converted back into an electric field, which can be measured by inspectors.
While acoustic emission testing shows promise as an NDT method, it is still in the early stages of development and requires further research and refinement before it can be considered a completely reliable and standalone inspection technique.
One intriguing and novel application of acoustic emission testing involves its potential use in detecting earthquakes before they occur. However, this particular application is also at a nascent stage and necessitates further development.
Common Applications and Industries for
Inspectors typically use AE to look for:
-
Corrosion—on the surfaces of various types of materials
-
Coating removal—of protective coatings put on materials
-
Faults/defects—for monitoring welding and for other general flaw detection
-
Leaks—in pipe systems or storage tanks
-
Partial discharges—from components subject to high voltage
-
Wires/cables break—of Suspension, Cable-stayed, Tied Arch Bridge
For fibre specifically, AE is commonly used to test for cracking, corrosion, delamination, and breakages.
Here are some of the most common applications for acoustic emission testing:
-
Airplane longevity estimation
-
Bridge condition monitoring (learn more about bridge inspections)
-
Detection of partial discharge of electrical transformers
-
Pressure vessel inspections (learn more about pressure vessel inspections)
-
Leak detection in pipelines and pressure systems;
-
Mine wall stability inspections;
-
Structural integrity inspections: Concrete structures such as bridges and buildings; Metallic structures such as pressure vessels, pipelines, storage tanks, insulated booms of elevated work platforms, aircraft structures and steel cables; Composite structures such as aircraft structures, motorsport structures and composite beams;
-
Rotating Machinery: Rotating machinery such as detecting early wear in bearings and gearboxes;
-
Electrical machinery: Electrical machinery such as detecting partial discharge in transformers and bushings;
-
Wind turbine inspections;

Acoustic Emission Testing vs. Ultrasonic Testing
While both acoustic emission testing and ultrasonic testing utilize ultrasound, they are distinct methods of inspection.
In acoustic emission testing, inspectors rely on the detection of acoustic emissions emitted from defects within a material. This method is particularly valuable for determining if a structure is subjected to overloading, and it is the sole non-destructive testing option viable during the manufacturing process. Notably, acoustic emission testing does not necessitate the utilization of external energy, unlike ultrasonic testing, as the material or structure itself generates the acoustic emission.
On the contrary, ultrasonic testing involves the transmission of ultrasonic waves from an external source, through a material or structure. Any interruption or deviation observed in the wave pattern signifies the existence of a defect at the precise interruption point.
Ultrasonic Testing is one of the well established traditional NDT methods. In contrast to general Ultrasonic Testing, AET is a method which evaluates the elasticity of waves caused by discontinuities formed within the specimen.
Acoustic Emission Testing vs. Seismic Testing:
Seismic industry uses low frequencies between 0-10 Hz, while AE testing uses higher frequencies between 20KHz-1MHz. Higher frequencies are more effective for noisy environments.
Seismic industry places sensors miles away from the source, while AE testing places sensors approximately every 10-15 feet.
Acoustic Emission Testing vs. Acoustic testing:
The acoustic emission principles however often get confused with the acoustic testing ones. What are the differences between the two and why are they not the same thing?
Acoustic testing is the measurement of sound, noise and vibration. When we talk about acoustic testing, we imply frequencies inside the audio band <20kHz. You might be interested in doing acoustic testing to identify high level noise or vibrations. Acoustic emission testing, on the other hand, is done above the audio band >20kHz and serves a specific purpose of detecting damages and defects in materials.
Acoustic Emission Technique
The Acoustic Emission Technique relies on the identification and conversion of elastic waves with high frequencies into electrical signals. This is achieved by directly attaching piezoelectric transducers onto the surface of the tested structure and applying a load to it. AE sensors are linked to the structure, and the output of each acoustic emission sensor (while the structure is being loaded) is amplified using a low-noise preamplifier. The amplified signal is then filtered to eliminate any unwanted noise and subsequently processed using suitable electronic equipment.
To begin AE testing, inspectors initiate the process by meticulously cleaning the surface of the object targeted for inspection and an attenuation survey is performed to plan the positioning of the sensors.
After the thorough cleaning, acoustic emission sensors are carefully positioned on the specific structure or material under scrutiny.
To ensure effective transmission of the acoustic signal, the AE sensors are mounted to the structure using an appropriate couplant, such as adhesives or grease.
Once securely mounted, the AE sensors detect and convert any present stress waves within the material into electrical signals for the inspector to analyze.
The inspector then connects the AE sensors to a monitor via shielded coaxial cables, enabling them to view the data in the form of readable results and raw information. By interpreting this data, inspectors can identify areas of stress on the object being inspected, as well as potential defect locations resulting from the stress.
The number of acoustic emission sensors required for a particular structure depends on various factors including:
-
The complexity of the material or structure being tested.
-
The size of the structure.
-
The type of material being tested.
There are two AE testing methods: transient and continuous. The transient method captures AE bursts that exceed a threshold (loudness level) and extract features such as peak amplitude, signal energy and duration of the burst. These features are then used to assess the condition of the component under test. This method is well suited for testing structures for defects such as cracks.
The continuous method captures all AE within a set time period, for example 1/10th of a second. Then, features such as average signal level and root-mean squared (RMS) values are then extracted. This method is well suited to applications where there is a lot of background AE or AE amplitude is low, for example when testing gearboxes or detecting leaks.
Acoustic emission testing can be conducted in a laboratory, as well as in-field conditions, over both relatively short durations, such as a few hours, and longer durations, such as a few months. Wireless data relay methods make it possible to analyse the data remotely.
Applications
-
Monitoring of pressure vessels during hydrostatic testing
-
In-service loose part monitoring
-
Concrete structures such as bridges and buildings
-
Metallic structures such as pressure vessels, pipelines, storage tanks, aircraft structures and steel cables
-
Composite structures such as aircraft structures, motorsport structures and composite beams
-
Rotating machinery such as detecting early wear in bearings and gearboxes
-
Electrical machinery such as detecting partial discharge in transformers and bushings
-
Leak detection of valves
-
Leak detection in pipelines and pressure systems
-
Leak detection of a LNG ship’s tank (secondary barrier – new and in-service structures)
The Kaiser Effect
The Kaiser effect refers to the phenomenon where an object does not exhibit any acoustic emission until the stress level surpasses the previously applied stress.
In 1950, a researcher named Kaiser discovered that metals possess the ability to retain the maximum stress they have experienced, thus "remembering" it.
As a result of the Kaiser effect, inspectors may fail to identify damaging stress in a structure through AE if it does not exceed the previous maximum stress endured by the structure.
Acoustic Emission Testing Equipment
When materials are cracking, deforming or otherwise becoming damaged, they produce a kind of sound. Sometimes, these sounds are loud and obvious. Other times, they are much more subtle, and to detect them, you need to use specialized equipment. Detecting these subtler sounds through acoustic emission testing (AET) can reveal cracks and other defects that are forming which may cause significant issues, such as equipment failure, in the future if not corrected.
Acoustic emission testing can be conducted either in the field using portable instruments or in a stationary laboratory setting. Typically, a complete system consists of AE sensors, preamplifiers, filters, and amplifiers, along with measurement, display, and storage equipment such as oscilloscopes, voltmeters, and personal computers.
Here are the types of acoustic emission equipment used in acoustic emission NDT.
Acoustic Emission Sensors / Acoustic Emission Transducers / Strain Gauges
These devices collect raw acoustic emission data. They are also called:
-
AE sensors
-
Piezoelectric transducers
-
Piezoelectric sensors
-
Strain gauges

Acoustic Emission (AE)Sensor / transducer Model List
The most widely used transducers for acoustic emission (AE) testing typically consist of two sets of interdigital transducers. These transducers are composed of two comb-shaped arrays of metallic electrodes that interlock, resembling a zipper.
Various types of non-destructive testing (NDT) acoustic emission sensors are available for different applications:
-
Airborne
-
Differential AE Sensor
-
Flat Frequency Response
-
General Purpose
-
High Temperature
-
Integral Preamp
-
Intrinsically Safe AE Sensor
-
Low Frequency Acoustic Emission Sensor
-
Medium Frequency
-
Miniature
-
Underground
-
Underwater
-
Wideband AE Sensor
Acoustic Emission (AE) Preamplifiers
An AE preamplifier is utilized to amplify the acoustic emission sensor output, enabling inspectors to easily interpret and analyze the data. When coupled with appropriate training, these tools empower inspectors to precisely pinpoint and detect defects within a material that might otherwise remain unnoticed to the naked eye.
Sometimes, it becomes necessary to use a preamplifier due to the weak voltage signals produced by acoustic emission sensors. These signals may be as low as a few microvolts and can suffer from attenuation when transmitted over long distances. To counter this issue, the original sensor signal needs to be amplified multiple times before transmission. Typically, an amplification factor of 40 dB is utilized, and the amplified signal is then transferred to the signal acquisition unit through high-frequency coaxial cables.
The preamplifier for acoustic emission performs as an analog circuit and takes the voltage signal output from the sensor as its input. It then produces an amplified analog signal. In addition to amplification, the preamplifier must possess impedance matching and transformation functions. It should also incorporate measures to protect against electrical shocks and be equipped to recover from blocking phenomena. Furthermore, it should be capable of handling a relatively large output dynamic range.
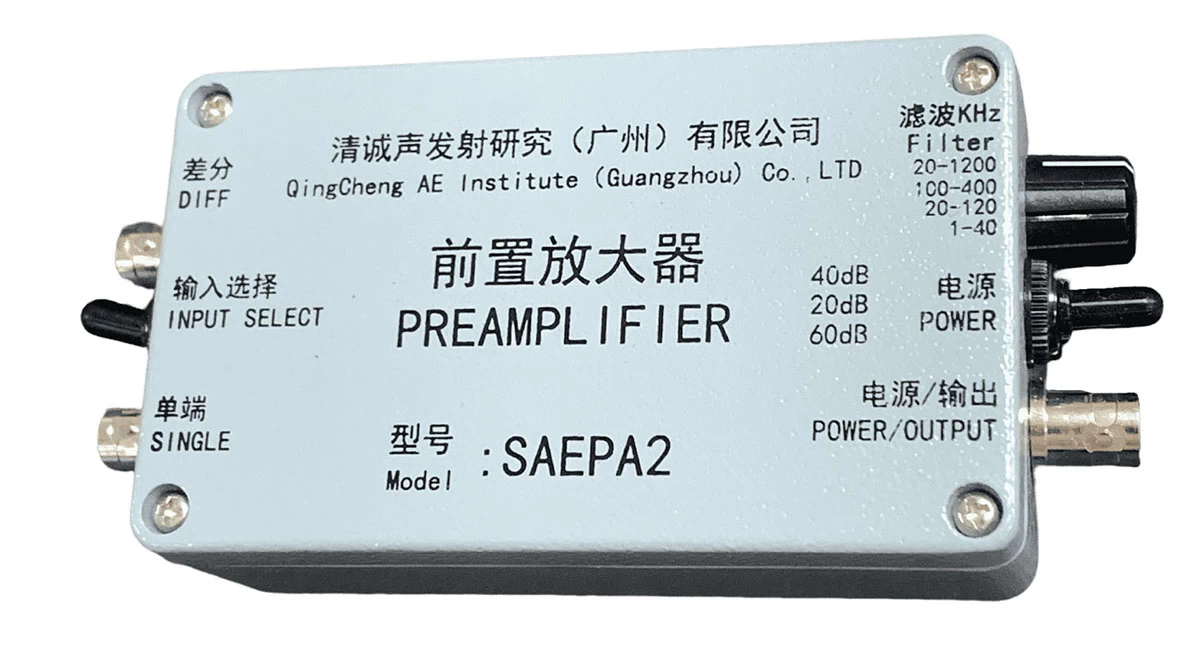
An AE preamplifier
Data Acquisition System
The data acquisition system acts as a crucial link between the AE sensors and the analysis software. Its primary function is to collect the signals from the AE sensors, which are initially amplified by preamplifiers, and then convert them into digital data format that can be easily processed and interpreted by the software. This critical step ensures the accurate representation and analysis-readiness of the raw data.

SAEU3H System

RAEM1-6 System

RAEM1 System
Analysis Software
Analysis software produces simultaneous and real-time visualizations of Acoustic Emission waveforms. Undoubtedly, the analysis software plays a vital role in AET equipment. Its significance lies in its ability to decipher the digital data provided by the data acquisition system and translate it into valuable insights. By employing advanced algorithms and pattern recognition techniques, the software can precisely identify the location, magnitude, and characteristics of defects or anomalies within the material. This capability is instrumental in enabling effective analysis and assessment of the inspected substance.
Analysis Software - SWAE
What are the Advantages and Limitations?
Acoustic Emission Testing is a qualitative NDT method. It differs from most other nondestructive testing (NDT) methods in two key respects. First, the signal has its origin in the material itself, not in an external source. Second, acoustic emission detects movement, while most other methods detect existing geometrical discontinuities.
Acoustic emission testing has many advantages over other methods. These include:
-
Early Detection of Defects: One of the most significant advantages of Acoustic Emission Testing is its ability to detect defects at an early stage.
-
Cost-Efficiency: The non-invasive nature of AET contributes to cost efficiency. Since there's no need to dismantle structures or perform extensive preparation, the overall testing process is streamlined. Additionally, the early defect detection and continuous monitoring aspects of AET help prevent costly downtime and unplanned maintenance, further enhancing cost savings.
-
In-service continuous monitoring with alarms is possible
-
Pre-service and in-service testing can be done.
-
Entire structures can be monitored from various locations
-
Online monitoring of components and system is possible.
-
Increased sensitivity compared to conventional testing methods
-
Shorter testing time than other NDT techniques
-
Real time monitoring
-
Real-time Analysis: Acoustic Emission Testing provides real-time analysis, enabling immediate responses to emerging issues. As acoustic emissions are detected and analyzed in real-time, engineers and NDT Technicians can swiftly make informed decisions.
-
Real time evaluation and remote scanning is possible.
-
Ability to detect a range of damage mechanisms including, but not limited to, fibre breakages, friction, impacts, cracking, delamination and corrosion in their early stages, before they become significant issues
-
Can be conducted during operation, during qualification (proof) testing or development testing
-
Can locate damage sources and can be differentiate these based on acoustic signatures
-
Global monitoring of a structure
-
Assesses the structure or machine under real operational conditions
-
A non-invasive method
-
Operational in hazardous environments, including high temperatures, high pressures and corrosive and nuclear environments
-
Can be conducted remotely
-
Can detect damages in defects that are difficult to access with conventional non-destructive testing techniques
-
Environmentally Friendly: AET is an environmentally friendly NDT Testing Method. Since it doesn't require the use of harmful chemicals or materials and doesn't generate waste, it aligns well with sustainable practices.
However, the method does also have some limitations:
-
Limited to assessing structural integrity or machine health by locating issues, further inspection is usually required to fully diagnose issues.
-
Cannot detect defects that may be present, but that do not move or grow.
-
Can be slower than other non-destructive testing techniques.
-
Influence of ambient noise and attenuation of signals may result in poor output.
-
Sophisticated data processing devices are required.
-
AE results are set firmly to the knowledge and experience of the service provider.

 9:00-18:00 (UTC+8)
9:00-18:00 (UTC+8)

