Your position:HOME > PRODUCTS > Online Monitoring System >

Machine Tool Collision Avoidance System
Model:
RAEM1
Description:
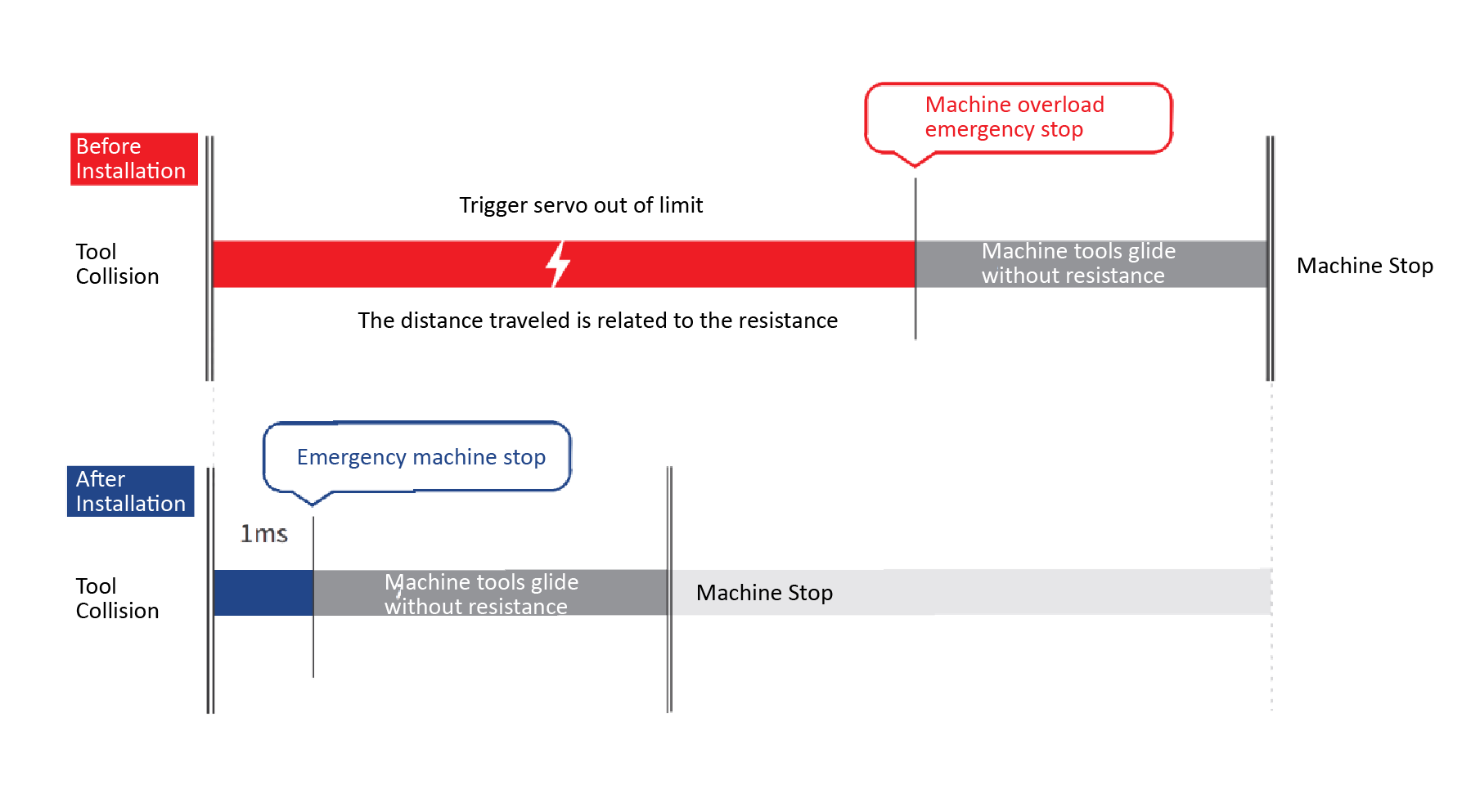
Qawrums Ltd. has launched a device for detecting and monitoring tool collisions - a machine tool collision avoidance system. When a tool collision occurs, the system rapidly identifies and issues an emergency stop signal within 1ms.
Features:
Core Function: Spindle Protection; Response Time: 1ms
ENQUIRY NOWCONTACT:+86-20-32290092
Tool collision refers to a machine tool accident in which a machine tool accidentally collides with a workpiece, chuck or tailstock during movement. A machine tool collision may cause the workpiece to be scrapped, the tool to be damaged, the components to be destroyed, and the accuracy to be reduced. The faster the machine tool stops, the less damage it will cause. Qawrums Ltd. has launched a device for detecting and monitoring tool collisions - a machine tool collision avoidance system.
Equipment Introduction

RAEM1 Acoustic Emission Detection Monitor
| Machine Tool Collision Avoidance System | |
|---|---|
| Core Function: Spindle Protection | |
| Response Time: 1ms | |
| Equipment Parameters: RAEM1 Detection Monitor | |
| Sampling rate | 2000KHz |
| Frequency range | 20KHz-400KHz |
| System noise | <30dB |
| Dynamic range | 70dB |
| Response delay | 1ms |
| Protecting grade | IP65 |
| Operating temperature | -20℃~60℃ |

GI150-1 AE Sensor
| Equipment Parameters: GI150-1 | |
|---|---|
| Built-in preamp waterproof acoustic emission sensor | |
| Frequency range | 60Khz~400KHZ |
| Resonant frequency | 150KHz |
| Sensitivity | >75dB |
| Preamplifier | 40dB28V |
| Connector | SMA |
Principle
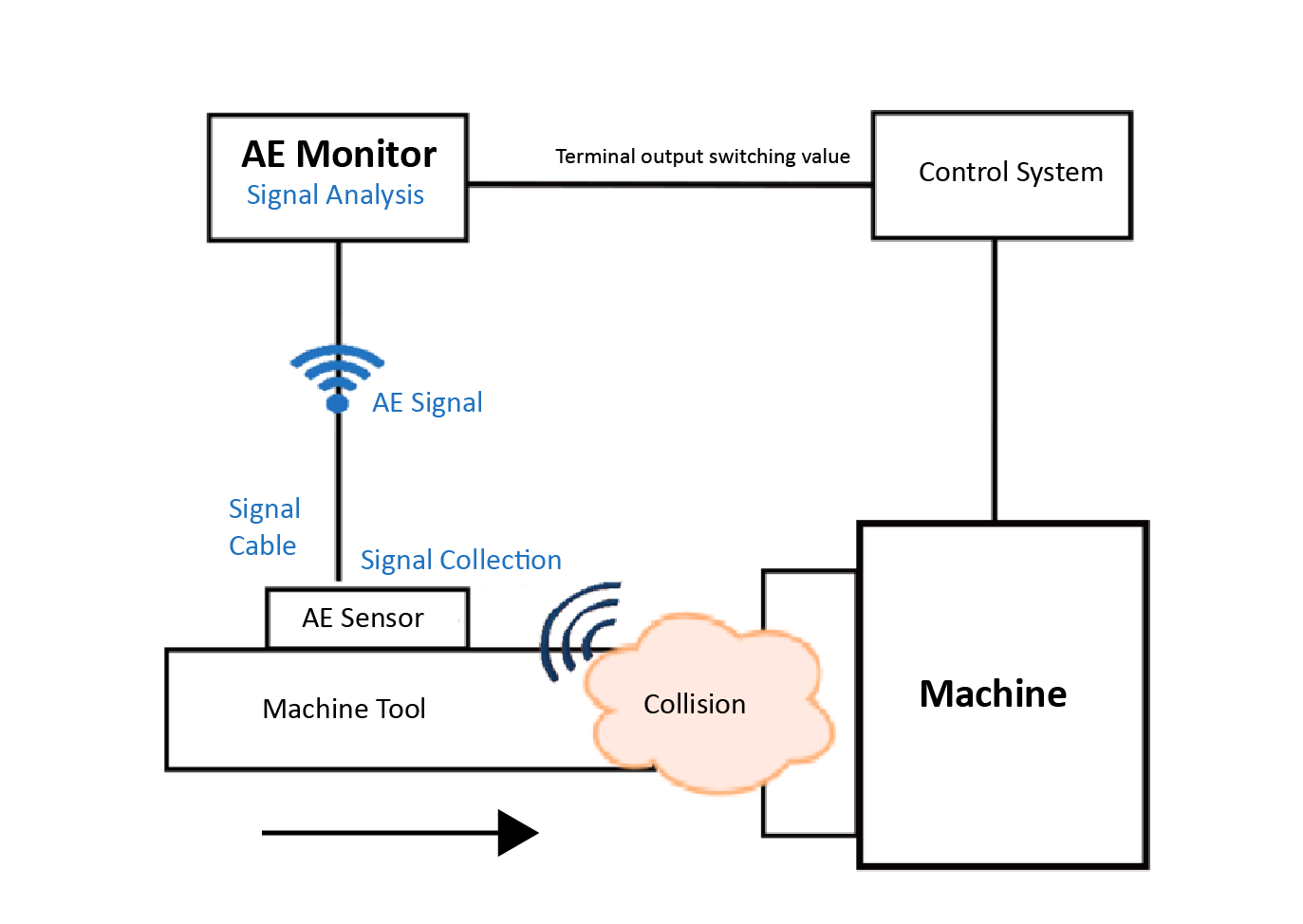
When the machine tool is in operation, it may malfunction occasionally, causing the tool to collide and generate an acoustic emission (sound wave) signal. The acoustic emission sensor collects this signal. After the signal is analyzed and processed at high speed by the acoustic emission host, it is determined whether the spindle is in an abnormal condition, and the collision signal is output in time to control the machine tool to stop in time.
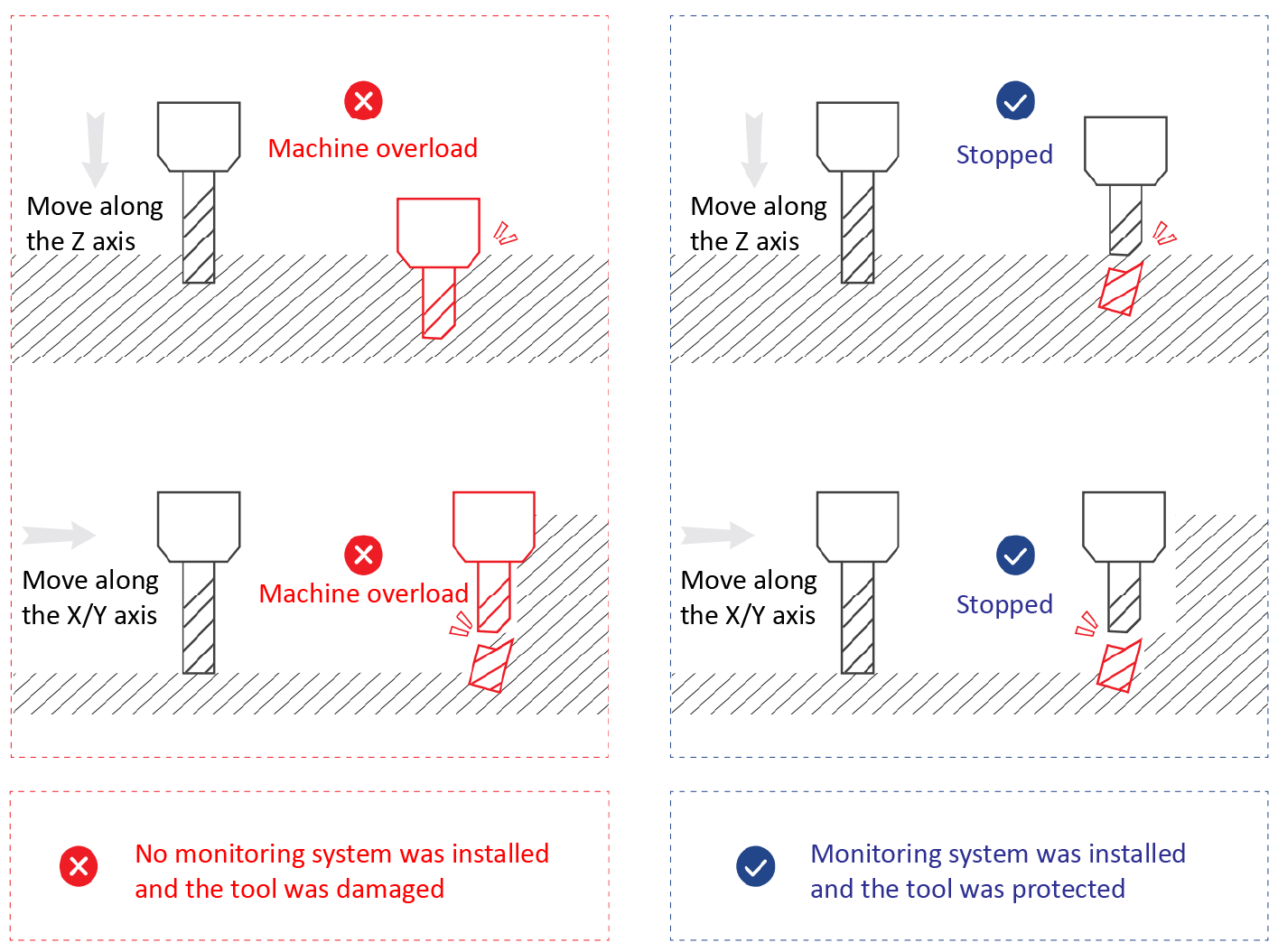
When a tool collision occurs, the system rapidly identifies and issues an emergency stop signal within 1ms.
Process Visualization
Result
- To reduce machine cycle time, increase machine working speed when no collision is detected, thus reducing processing time.
- Reduce occasional tool collisions caused by unexpected machine displacements during operational states.
- Prevent damage to machine tool spindles or robotic arms due to occasional impacts or overloads, which can lead to decreased spindle precision.
Comparison between traditional monitoring methods and machine tool collision avoidance system:
| Comparison Items | Traditional Monitoring Methods | Machine Tool Collision Avoidance System |
|---|---|---|
| Monitoring Method | Manual monitoring or equipment feedback | Real-time monitoring based on acoustic emission signals |
| Data Source | Equipment driver feedback | Real-time collection of acoustic emission signals by sensors |
| Monitoring Scope | / | Critical parts of the equipment |
| Alarm Trigger | Manual trigger | Automatic alarm on anomaly |
| Shutdown Method | Manual shutdown | Output collision signal to control machine PLC for automatic shutdown |
| Response Time | Depending on specific incident | 1ms |
| Data Analysis | Manual compilation, human analysis | Automatic system analysis |
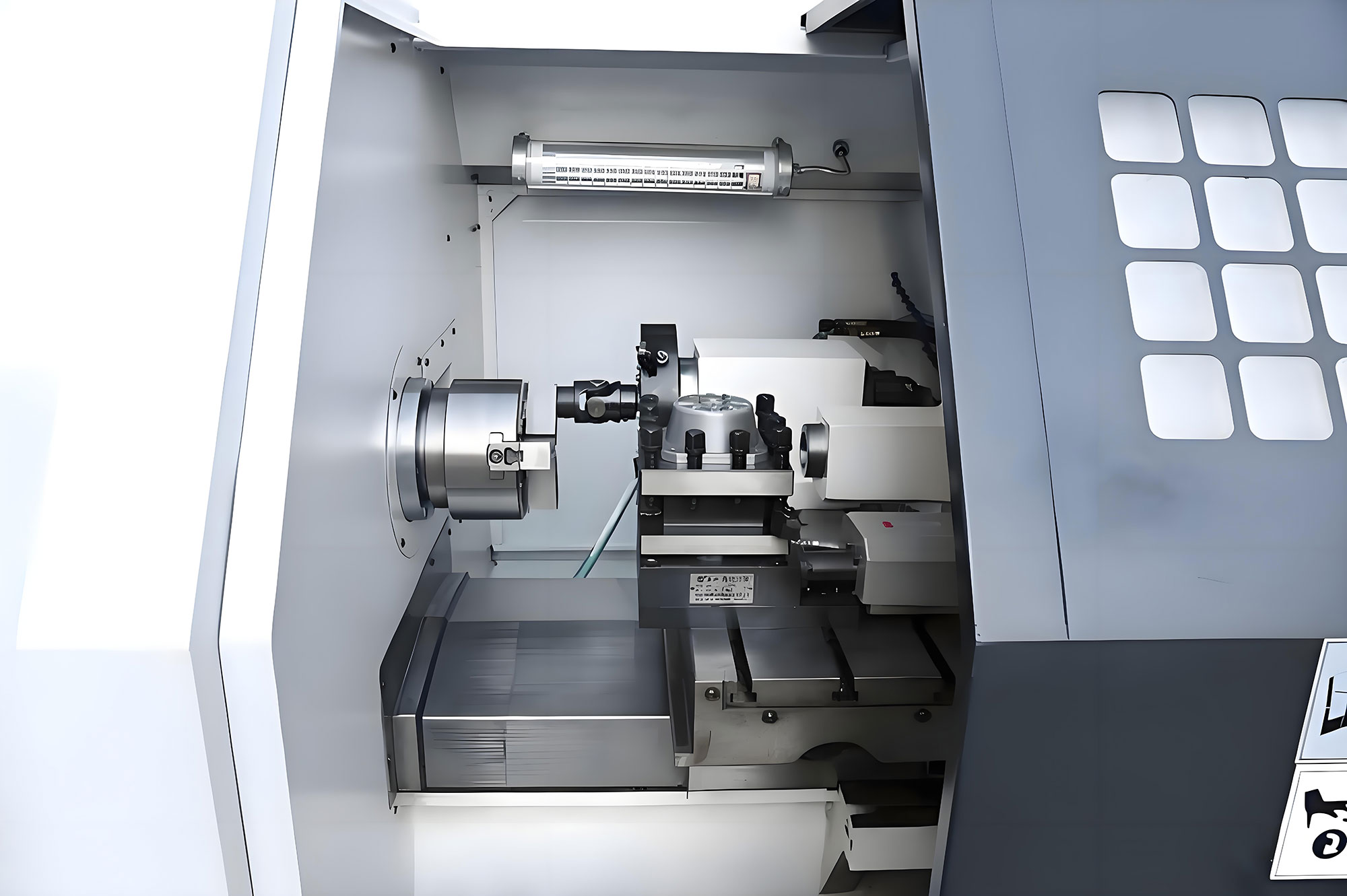
Scope of Application
CNC machine tools, grinding machines, milling-turning composite machines, horizontal or vertical machining centers, and similar equipment.



Principle
When a machine tool experiences an accidental fault resulting in a tool collision, it generates acoustic emission (sound wave) signals. The acoustic emission sensor detects these signals and transmits them via signal cable to acoustic emission monitor for analysis and processing. Within 1ms, the acoustic emission monitor sends a collision signal to the user's machine control system, triggering an emergency stop of the machine tool.
| System Components | Communication method |
|---|---|
| Acoustic emission monitor, signal cable, acoustic emission sensors, magnetic clamp | Wiring terminal digital output |
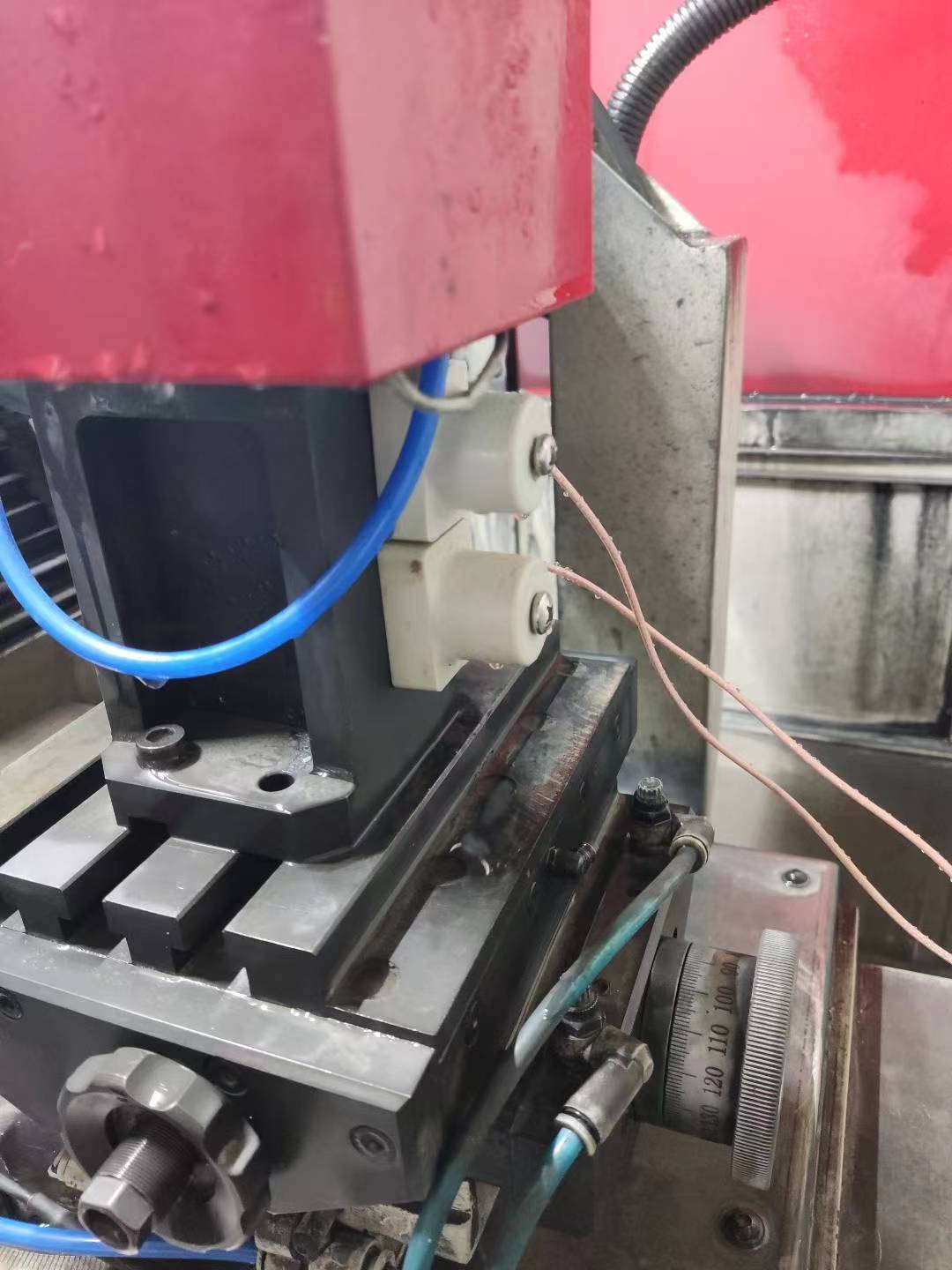
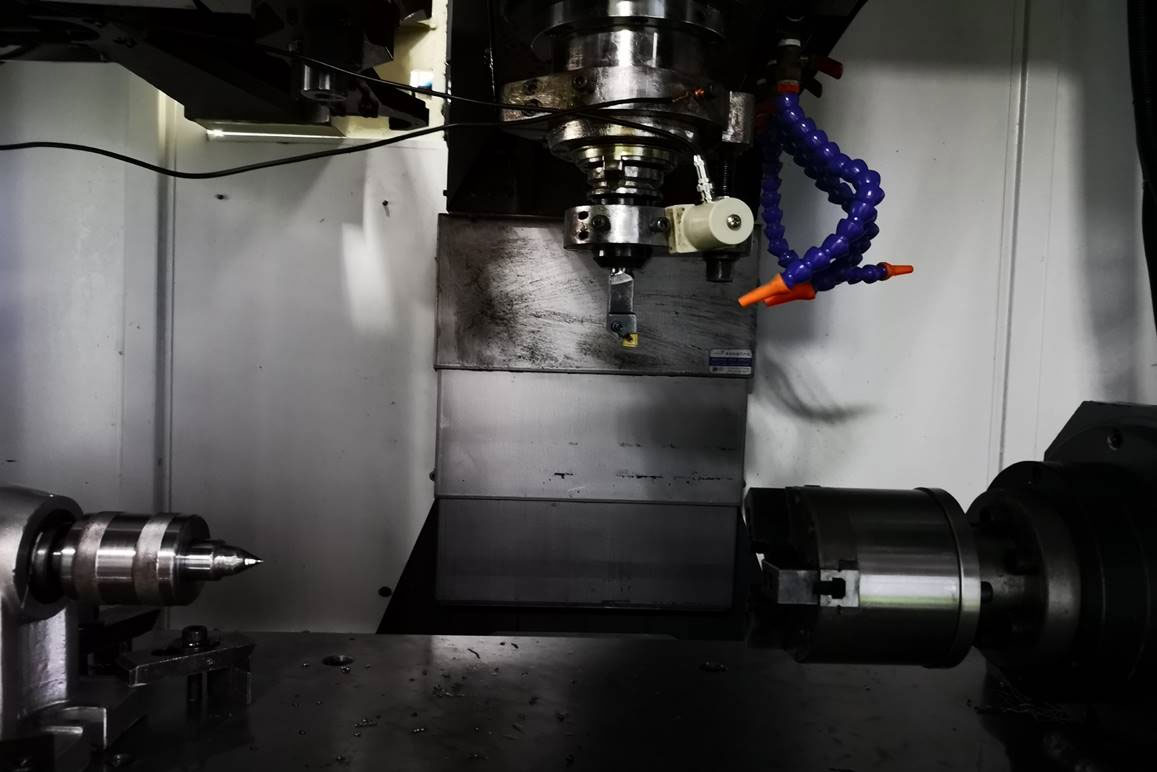
Installation
The acoustic emission sensor is installed on the back of the tool with the assistance of a magnetic clamp. The signal cable is led out from the protective sleeve and connected to the acoustic emission monitor. The monitor is then connected to the client's machine.
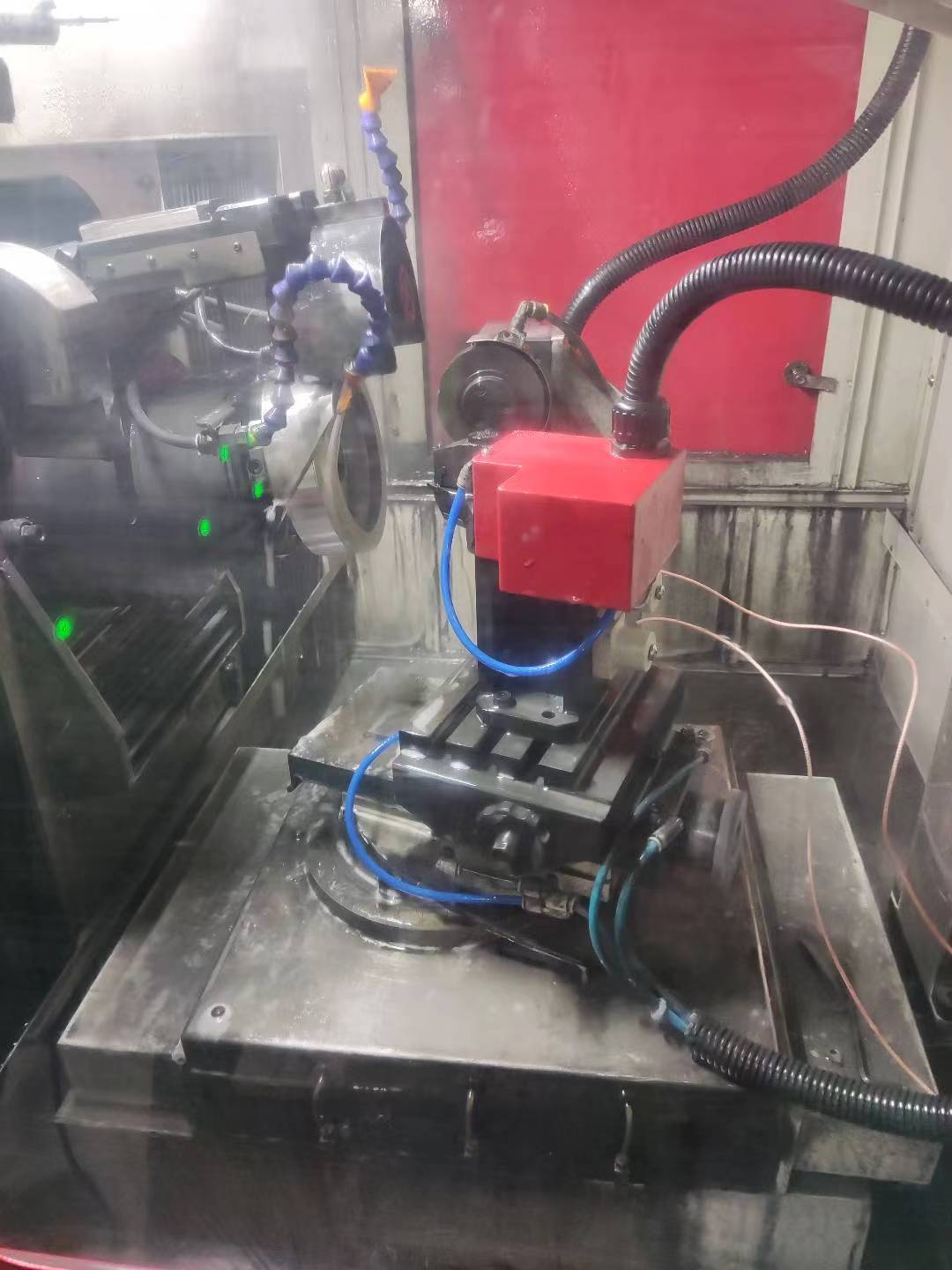
Application Case 1: Tool Collision Acoustic Emission Monitoring
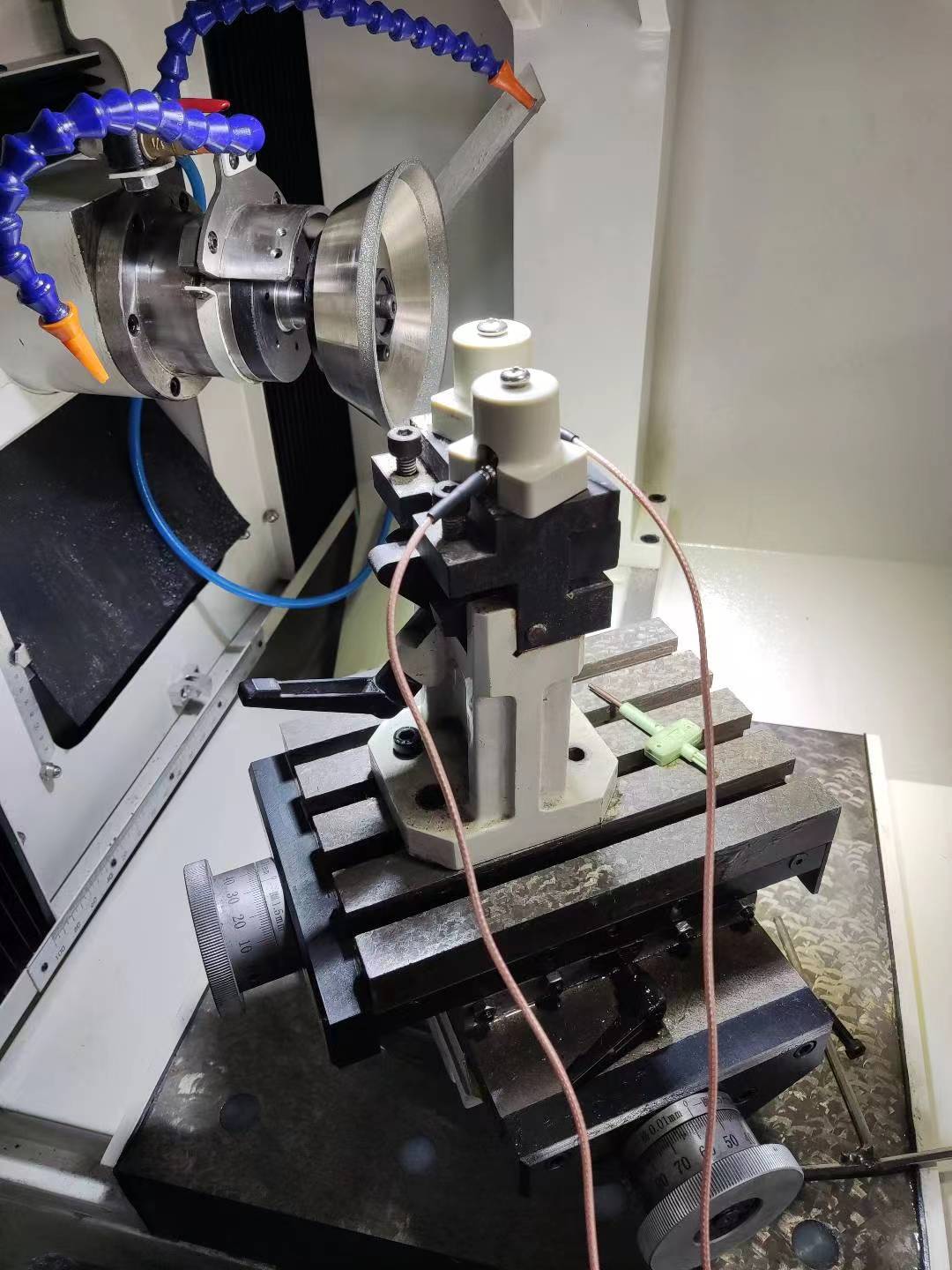
In March 2024, our company was invited by a mechanical company to conduct tool collision experiments on a grinding machine.
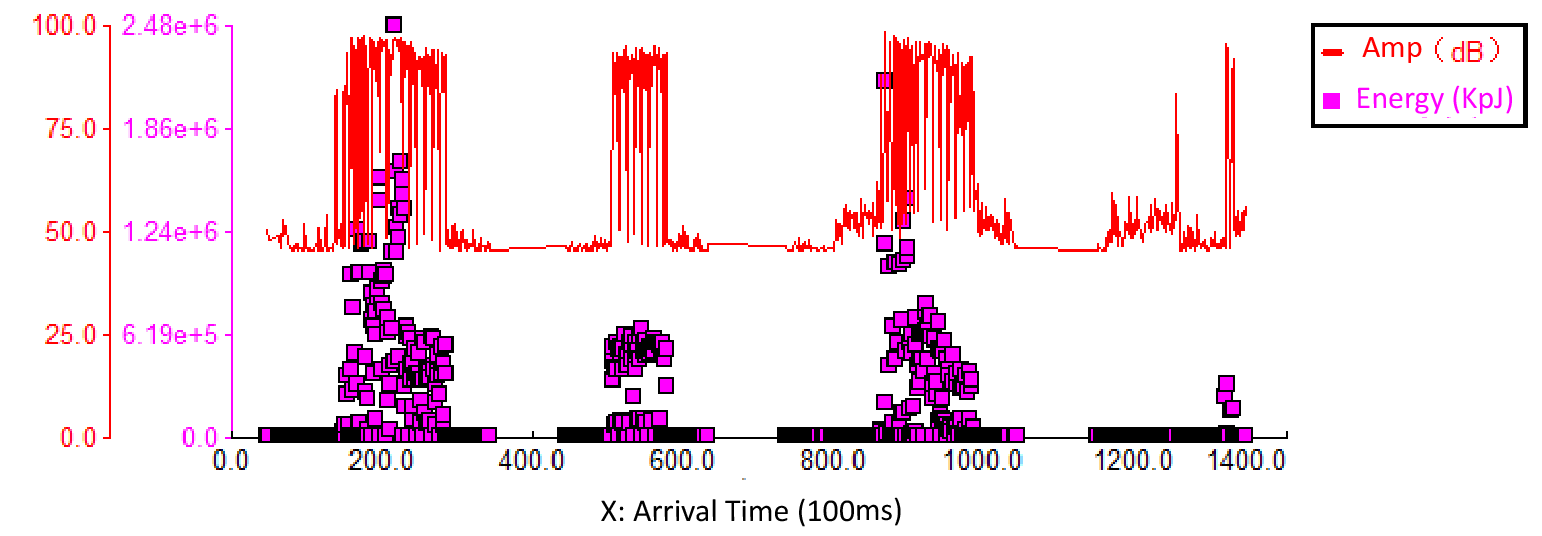
The machine spindle of the grinder was fixed on the left side, and the grinding wheel rotated on the spindle. The object to be ground (tool) was installed on the right bracket. Because the spindle was rotating, there was a lot of noise. If it was installed on the fixed bracket behind the spindle, there would be multiple structural parts in the middle, and the attenuation was very large. Since the bracket would rotate to adjust the angle to grind both sides of the object (the rotation angle was about 150°), the acoustic emission sensor was installed on the right bracket (i.e. the back of the tool position).

The signal amplitude /energy-arrival time graph collected during tool processing
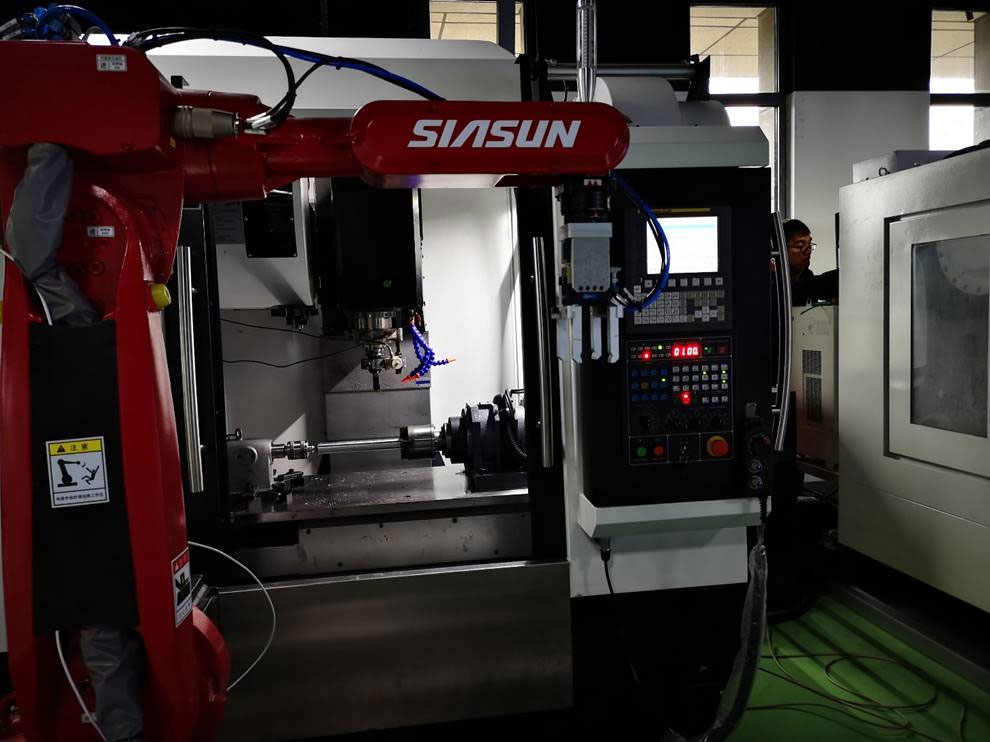
Application Case 2: Monitoring of Machining Tool Wear Using Acoustic Emission (AE)
The data acquisition module was installed on the tool to collect data, which was then uploaded to the cloud. Through specific algorithms, the system detected faults or wear, and alerts were pushed to the client's device. This setup prevented tool failures and equipment damages, reduced the downtime, and enhanced the production efficiency.
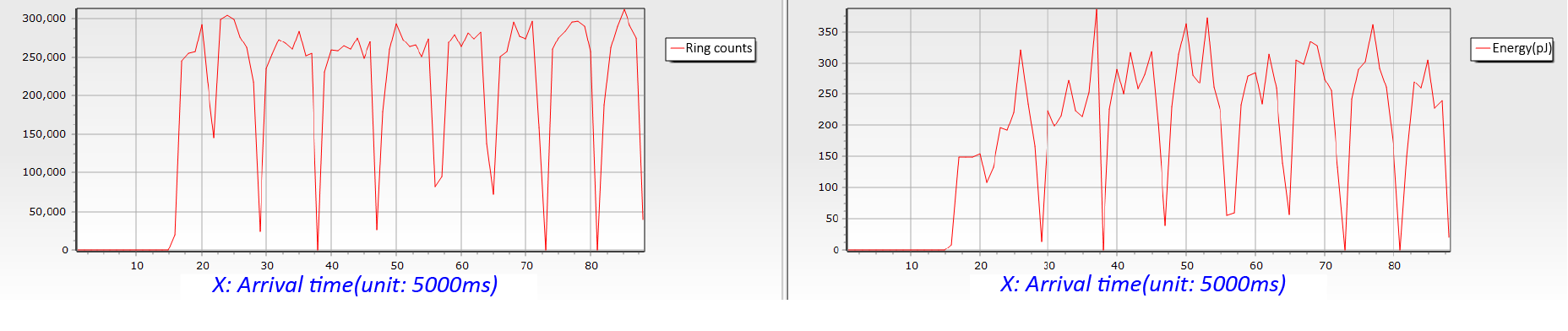

Acoustic Emission Characteristic Parameters Curve Based on Ring Count and Energy
1. Using appropriate sensors and filters can effectively eliminate on-site noise interference. The main acoustic emission signals generated during the machining process are material cracking of workpieces and friction signals between tools and workpieces.
2. Because the original data covers multiple types of acoustic emission signals, it is not easy to distinctly differentiate between single acoustic emission characteristic parameters before and after comparison.
3. By combining various sets of acoustic emission characteristic parameters, such as energy and ringing counts, a comprehensive judgment method can effectively identify early signs of tool wear.



